Connected pellet boiler with self-cleaning burner

OptiPellet
EN 303-5 Class 5 pellet boiler
From 12 to 45 kW
Heating only or Heating and DHW with independant tank
Installed without an accumulator tank
3 standard, factory fitted heating circuits
Under floor heating loop and radiators loop directly from the boiler
Pellet storage : 250 kg of pellets capacity mini-silo, DIY silo or textile silo
- EN 303-5 classe 5
Contents
Class 7 control (RC7)
RC7 is a class VII control, which simultaneously controls the temperature of the heating circuit by
- by modulating it according to the external climatic conditions;
- by adapting and correcting it according to the room requirements.
The temperature sensors are easy to install and transmit information either by wire or by radio. The device is controlled by your smartphone using the MyPerge application, available on Google Play (Android) or Apple Store (iOS). The connection is made locally via Bluetooth or internet or remotely via internet. Data exchanges are encrypted for greater security. You can control up to 3 heating circuits or 2 heating circuits + 1 domestic hot water circuit.
You have 4 operating modes:
- Winter (heating + DHW)
- Summer (DHW only)
- Absence (heating only at a programmed frost-free temperature)
- Standby (neither heating nor DHW)
Manufactured in France
 PERGE OptiPellet boilers are manufactured entirely in our factory in Portes-Les-Valence (26), where our research centre is also located. This is where we develop the products of tomorrow, efficient and environmentally friendly, economical and easy to install and use.
PERGE OptiPellet boilers are manufactured entirely in our factory in Portes-Les-Valence (26), where our research centre is also located. This is where we develop the products of tomorrow, efficient and environmentally friendly, economical and easy to install and use.
PERGE pellet boiler technology
Environmentally friendly
The PERGE OptiPellet pellet boilers have a combustion chamber with a 3-stage air intake for complete and clean combustion which largely meets the requirements of the EN303-5 class 5 and 7 star Flamme Verte standard for the 23, 33 and 45 kW models.
The high level of performance thus achieved results in a very high combustion efficiency, remarkable combustion hygiene (CO emissions can be less than 100 ppm) and virtually no dust emissions (less than 40 mg/Nm3).
Economic and easy to install
PERGE OptiPellet pellet boilers can supply up to 3 heating circuits at different temperatures directly from the boiler and without additional accessories (e.g. 1 underfloor heating circuit + 1 radiator circuit + 1 independent DHW cylinder).
Robust and simple
Thanks to the Stoptherm device, the dew point inside the exchanger body is avoided, without the installation of a mixing valve or buffer tank. There is no risk of corrosion of the exchanger body.
Simple and easy maintenance
OptiPellet boilers are equipped with a self-cleaning exchanger and burner. The ashes are collected in an ash pan located at the bottom of the boiler. The ash pan can be emptied manually by the user through the easily accessible ash pan door on the front of the boiler. The large volume of the ash pan allows for a long period of operation between two emptying operations (e.g. with an OptiPellet 23 it is possible to consume 2 tons of pellets between two emptying operations.
The other cleaning operations are carried out by a professional as part of the boiler's overhaul operations. They are facilitated by :
- Pivoting burner screw on the front for easy access to the burner without defuelling the fuel.
- 180° hinged burner door without weight for cleaning the combustion bowl and access to the firebox.
- Retractable flame guide without tools.
Direct connection from the boiler without temperature limitation of the heating returns
 The PERGE technology does not impose minimum temperature constraints, nor the installation of a mixing valve or a buffer tank. The boiler operates safely without any low temperature limitation of the heating returns.
The PERGE technology does not impose minimum temperature constraints, nor the installation of a mixing valve or a buffer tank. The boiler operates safely without any low temperature limitation of the heating returns.
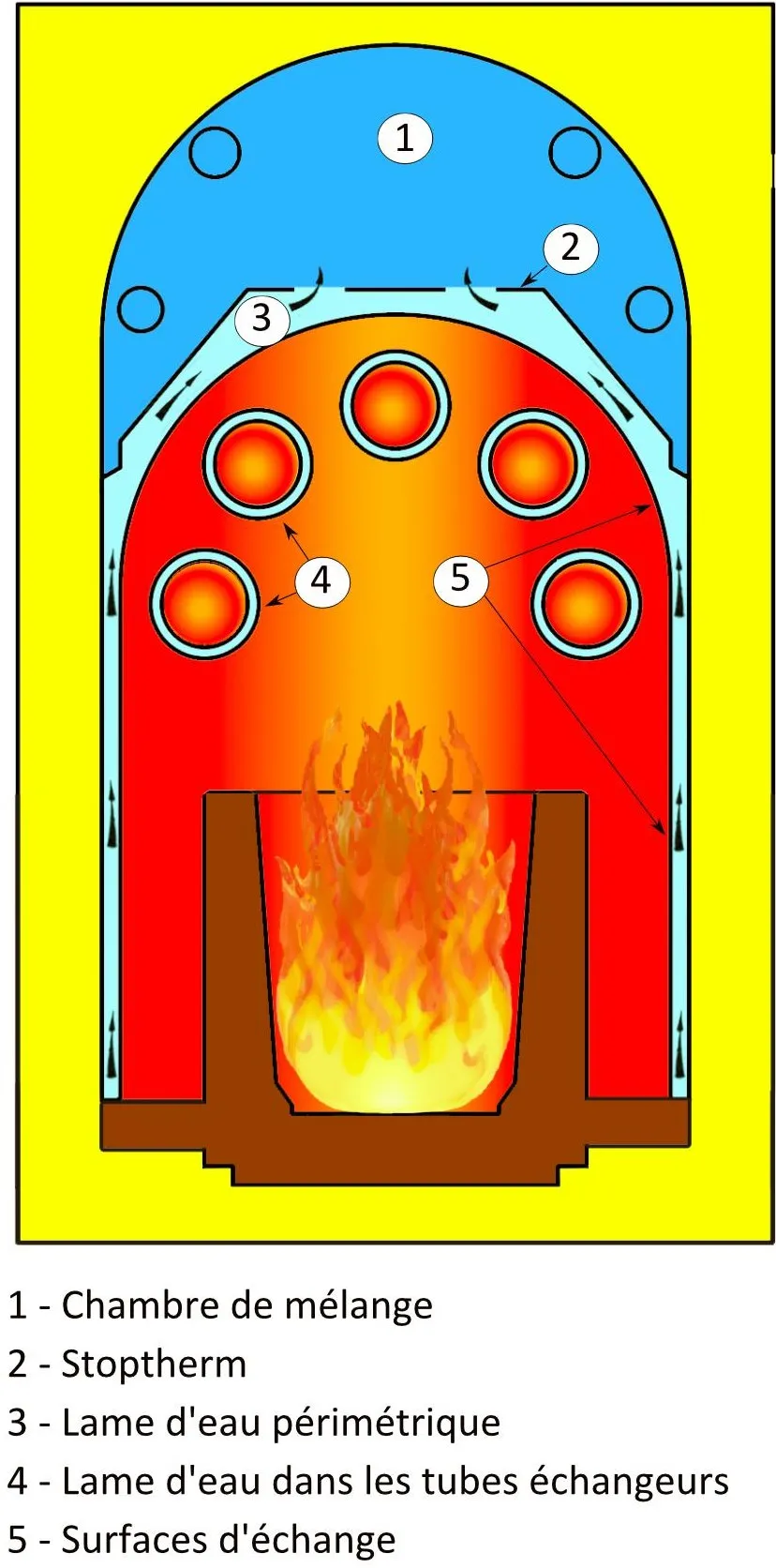
PERGE boilers have a heat transfer medium divided into two parts, separated by a Stoptherm (2). When the burner is operating, the small amount of water in the perimeter water layer (3) surrounding the furnace and in the heat exchanger tubes (4) of the boiler is heated to a temperature of over 60°C. The dew point is avoided and, at the same time, a thermosiphon circuit is established between the perimeter water layer and the mixing chamber, which is thus heated by natural circulation.
One or more independent and direct circuits connect the mixing chamber (1) to the heating system, without the possibility of cold returns reaching the exchange surfaces.
The risks of corrosion are eliminated and the boiler's longevity is guaranteed.
Modulation of the power delivered to the water from 0 to 100% without loss of efficiency
The operation of PERGE boilers without minimum temperature constraints gives them another very interesting advantage: the heating temperature can be modulated completely, without limit, over the entire range of needs (from 0 to 100% of the boiler output).
Short cycles are avoided thanks to the large water volume in the mixing chamber and the inertia provided by the refractory ceramic of the combustion chamber.
The burner, which operates at nominal power, guarantees optimum efficiency at all times, without unnecessary electronics.
The boiler operates safely at a temperature adjusted to the actual needs of the moment without loss of efficiency.
This very high efficiency performance is supported by very low annual maintenance consumption*.
* Takes into account the losses when the boiler is shut down and the consumption required to maintain a minimum temperature to avoid dew point. PERGE boilers, by design, do not have this minimum temperature constraint.
Two heating circuits with different temperatures (underfloor heating + radiators) directly from the boiler
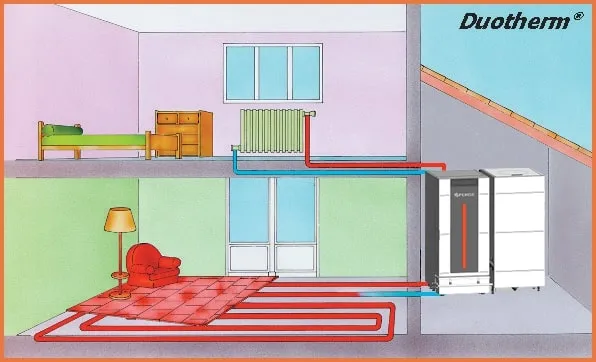 Duotherm SCThe PERGE pellet boilers are equipped with the Duotherm-System (PERGE patent), which allows two heating circuits with different temperatures (e.g. underfloor heating and radiator heating) to be created directly from the boiler. Each circuit is distributed at the temperature required, without the need for a mixing valve or motor.
Duotherm SCThe PERGE pellet boilers are equipped with the Duotherm-System (PERGE patent), which allows two heating circuits with different temperatures (e.g. underfloor heating and radiator heating) to be created directly from the boiler. Each circuit is distributed at the temperature required, without the need for a mixing valve or motor.
The Duotherm-System is based on the principle of a fixed injection and re-injection bypass. The slope of the control determines and regulates the flow temperature of the heating circuit on which the controller sensor is placed (in our example, circuit no. 1). The setting of the Duotherm-System creates a second slope that determines and regulates the temperature of circuit 2.
This means that there are two heating circuits, regulated at different temperatures, without a mixing valve or motorisation and with only one regulation.
The Duotherm-System saves on the accessories inherent in this type of installation with a conventional boiler (mixing valve, valve motorisation, controller, etc.) and ensures optimum comfort.
Models and storage
Pellet boiler EN 303-5 class 5 with self-cleaning burner
- Combustion chamber with calibrated air intake on 3 levels for complete and clean combustion.
- Hydraulic design allows operation without return temperature limitation without risk of dew point.
- Possibility of connecting up to three heating circuits with different temperatures (e.g. underfloor heating + radiator circuit + independent DHW tank) without a mixing valve directly from the boiler.
- Climate control based on outdoor temperature with correction based on room temperature, controllable locally via Bluetooth or remotely via internet.
- Other factory-fitted equipment: large door for access to the burner and heat exchanger tubes during maintenance, ash trays, cleaning tools, jackets, reinforced insulation.
- Optional equipment: standard hydraulic accessories (circulators, vessel, pressure gauge valve).
| Designation | Power |
| OptiPellet 12 C-D | 12 kW |
|
OptiPellet 17 C-D |
17 kW |
| OptiPellet 23 C-D | 23 kW |
| OptiPellet 33 C-D | 33 kW |
| OptiPellet 45 C-D | 45 kW |
Mini-Silo : la solution compacte qui écoomise l'espace

Pellet boiler with 250 kg mini-siloMini-Silo: 250kg of pellets juxtaposed to the right or left of the boiler for an aesthetic and compact solution of 1.25 m wide including the mini-silo. Filled by bag.
Capacity: 390 litres or 250 kg (16 to 17 bags of 15 kg)
Delivered factory assembled in 1 package of 65 kg.
A compact and aesthetic solution. MiniSilo matches the boiler and offers considerable space savings (width 60 cm)
Large top opening for easy loading.
Can be mounted on the right or left side of the boiler.
Can be retrofitted with a central vacuum unit.
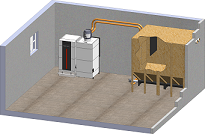
PERGE SilBat: the tailor-made high-capacity storage solution

A tailor-made solution that allows the volume to be maximised according to the configuration of the premises and that offers the user greater convenience by significantly increasing his autonomy at a low extra cost.
Silo bottom length from 1.00 m to 3.00 m in 0.50 m increments by 0.50 m or 1.00 m modular elements.
The lacquered steel silo bottom is designed to accommodate the inclined planes of the building silo and to allow its complete emptying.
Accessories supplied:
- 1 Guillemin type fireman's coupling, diameter 100, for filling;
- 1 Guillemin type fireman's coupling, diameter 100, for the suction or vent;
- the shock absorbing mat for filling.
 SilBat building silo with transfer screw
SilBat building silo with transfer screw
- Volume from 3.1 to 9.4 m3
- Minimum footprint 3.45 to 5.45 m
The curved transfer screw includesthe screw, the curved duct, the gear motor and the level sensor controlling the motor.
| Desgination | D min cm | L cm | V m3 |
| SilBat + VTC 10 | 345 | 100 | 3.1 |
| SilBat + VTC 15 | 395 | 150 | 4.7 |
| SilBat + VTC 20 | 445 | 200 | 6.3 |
| SilBat + VTC 25 | 495 | 250 | 7.8 |
| SilBat + VTC | 545 | 300 | 9.4 |
V* = volume for H = 2.50 m and D = 1.50 m
SilBat building silo with vacuum system
- Volume from 3.1 to 9.4 m3
- Suction distance: max. 20 m
- Suction distance: max. 5 m
The central vacuum unit is a pneumatic transport system for pellets between the silo and the boiler, with a programmable operating time.
It can be placed next to the boiler on the right or left and has an internal storage volume of 135 kg. In many cases, this allows for daily autonomy. The control system allows the user to program the start-up times of the plant to fill the internal storage volume.
It is delivered with motor and silo extraction screw.
IMPORTANT: A conversion kit is available to adapt a central vacuum unit to an already installed MiniSilo.
| Designation | D mini cm | L cm | V m3 |
| SilBat + ASB 10 | 325 | 100 | 3.1 |
| SilBat + ASB 15 | 375 | 150 | 4.7 |
| SilBat + ASB 20 | 425 | 200 | 6.3 |
| SilBat + ASB 25 | 475 | 250 | 7.8 |
| SilBat + ASB | 525 | 300 |
9.4 |
V*: volume for H = 2.50 m and D = 1.50 m
PERGE SilTex: the turnkey high capacity storage solution

SilTex A "turnkey" solution, practical and quick to set up.
Volume from 4.6 m3 to 10.7 m3
2 filling heights (2.00 m and 2.50 m).
Option "opening for manual loading" (to be specified when ordering).
Mounted on a frame and metal feet
Supplied with Guillemin diameter 100 fireman's coupling for filling.
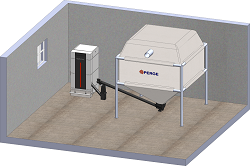
Siltex textile silo with transfer screw
- Volume from 4,6 to 10,7 m3
- Minimum dimensions between 3,70 and 4,70 m
The transfer screw consists of the screw and the duct, which can be cut and adjusted to the desired length, the gear motor and the level sensor controlling the motor.
Maximum length of the transfer screw: 3.00 m
| Designation | D mini cm | L cm | H cm | V m3 |
| SilTex 463 + VTA | 370 | 200 | 200/250 | 3.1 / 4.6 |
| SilTex 755 + VTA | 420 | 250 | 200/250 | 5.1 / 7.5 |
| SilTex 1077 + VTA | 470 | 300 | 200/250 | 7.1 / 10.7 |
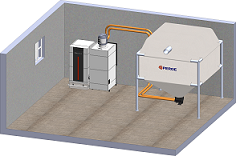
SilTex textile silo with vacuum system
- Volume from 4,6 to 10,7 m2
- Vacuum distance: max. 20 m
- Vacuum distance: max. 5 m
The vacuum system is a pneumatic transport system for the pellets between the silo and the boiler, with a programmable operating time.
It can be placed next to the boiler on the right or left and has an internal storage volume of 130 kg. In many cases, this allows for daily autonomy. The control system allows the user to program the start-up times of the plant to fill the internal storage volume.
It is delivered with motor and silo extraction screw.
IMPORTANT: A conversion kit is available to adapt a central vacuum unit to an already installed MiniSilo.
| Designation | D min cm | L cm | H cm | V m3 |
| SilTex 463 + AST | 325 | 200 | 200/250 | 3.1 / 4.6 |
| SilTex 755 + AST | 375 | 250 | 200/250 | 5.1 / 7.5 |
| SilTex 1077 + AST | 425 | 300 | 200/250 | 7.1 / 10.7 |
Price examples

OptiPellet 23 C-DRC7 Connect + MiniSilo
Class 5 according to EN 303-5
Equivalence 7* Green Flame
Power 23 kW
Self-cleaning burner and exchanger
Class 7 climate control (RC7)
Local control via internet or Bluetooth, remote control via internet
Combustion regulation by lambda probe
Circulator for heating circuit n°1 fitted in the factory
Mini-silo with a capacity of 250 kg of pellets. Right or left hand installation.
Direct connection from the boiler without additional accessories

OptiPellet 12 C-DRC7 Connect+
Connected pellet boiler
Class 5 according to EN 303-5
Equivalence 6* Green Flame
Power 12 kW
Self-cleaning burner and exchanger
Class 7 climate control (RC7)
Local control via internet or Bluetooth, remote control via internet
Combustion regulation by lambda probe
Circulator for heating circuit no. 1 fitted in the factory
Direct connection from the boiler without additional accessories
Large-volume storage in textile silo or building silo possible
Transport via transfer screw or suction system
Price excuding taxes
Why choose pellets ?
An energy that is contributing in the fight against global warming
Wood combustion does not contribute to CO2 emissions as it is a balanced process with CO2 absorption during wood growth.
An energy that is contributing to our independance
Forest covers a large area in our countries making wood the first renewable energy resource as an alternative to fossil fuels.
An underused energy resource
Only about 60% of the biological growth of the forest is used by the different players of the forestry and wood sector. The remaining 40% represents a tremendous reserves of energy.
An energy that is creating jobs
By definition, the production of wood energy is a proximity production. It greatly helps local jobs.
Manufacturer requirements
- Chimney installations and Ventilation should conform to requirements of the Building Regulations and any approved local laws and all subsequent standards referred to.
- A flue draught of maximum 5 Pa is required when running at rated output.
- Additional flue pull shall require a draught stabiliser to be fitted to prevent unbalanced combustion.